
Anycubic Kossel

Стекло покрытие стола ULTRABASE KOSSEL

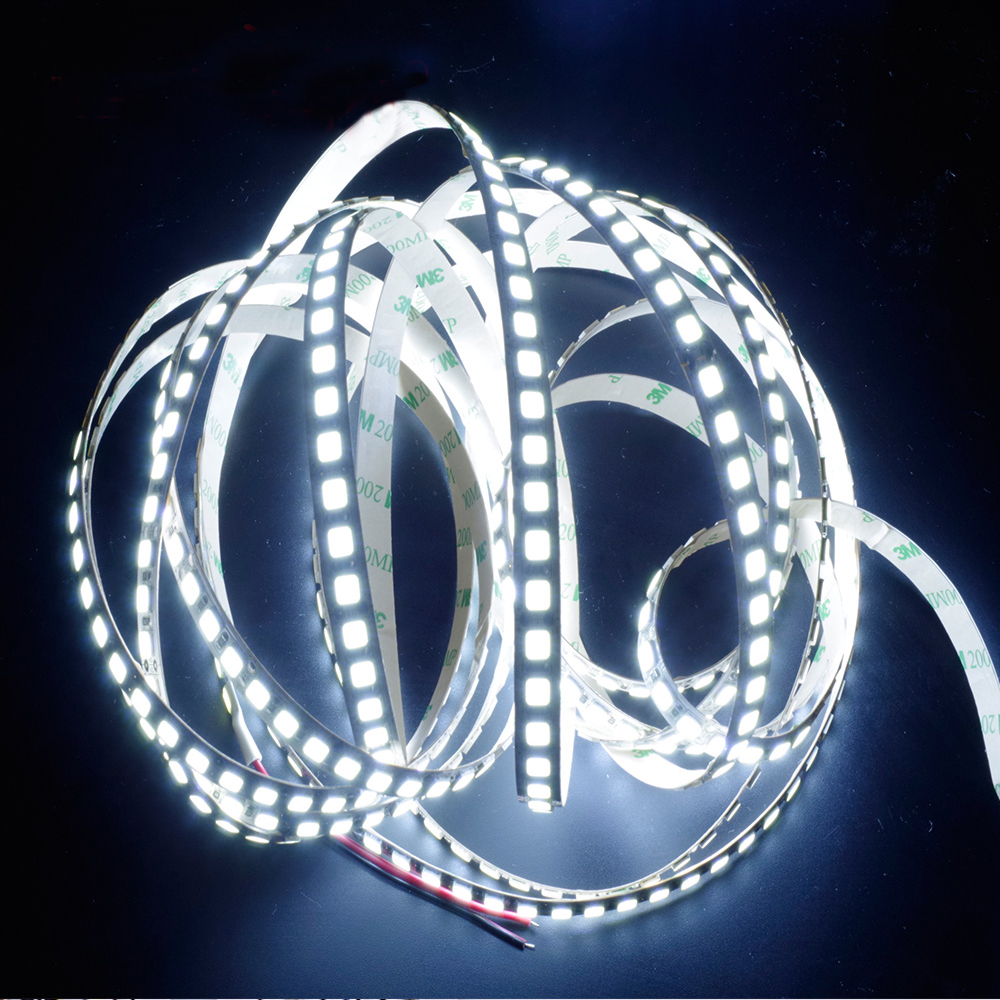
Светодиодная лента высокой плотности 120шт/м
Привет друзья, решил провести модернизацию своей дельты Anycubic Kossel (Обзор на принтер Anycubic Kossel). Заменим стол, установим подсветку и покажу как прошивать и настраивать принтер на командном уровне.
Как многие наверняка знают, совершенствовать принтер и доводить его до идеала можно бесконечно. Модить, подбирать сопла, менять драйверы двигателей, модифицировать прошивку и т.д. Но сегодня речь пойдет о фактически необходимой модернизации для каждого принтера.
Идеальной поверхностью стола принтера является зеркало – потому что оно ровное, но если использовать обычное – то из-за температурных изменений оно быстро лопнет. Поэтому нужны специализированные термостойкие стекла.
Из коробки мой принтер комплектуется горячим столом с подогревом и на его поверхность наклеивается специальная пластиковая пленка. Проблем с ней нет, адгезия нормальная, но вот со временем она портится, плавится в местах соприкосновения с экструдером, появляются дыры, качество печати первого слоя портится и пластик начинает отлипать.
Anycubic выпускает специальные стекла Ultrabase, их смысл в том, что пока стол горячий – то он прочно удерживает деталь, а когда остывает деталь либо сама отлипает, либо нужно приложить небольшие усилия чтобы ее отклеить от поверхности. На сегодняшний день такая поверхность чуть ли не идеальна для печати на 3Д принтере.
Свою Ультрабазу я заказал сразу после того как получил принтер. Посылку получил за две недели. В пакете находится прочная коробка, но в моем случае она почему-то немного намокла. Ну да пофиг. Открываем и видим небольшую инструкцию, далее во вспененном полиэтилене лежит само стекло. С обратной стороны у него клеевой слой. А на поверхность нанесена черная сеточка. В инструкции указаны диапазоны рабочих температур для разных пластиков. Но забегая вперед скажу, что при тестировании у меня получилось оптимально для PLA использовать температуру в 60 градусов, а для ABS пластика 110 градусов. И учтите, я вам говорю реальную температуру стола, а не ту что у вас указана на экране принтера.
Клеить стекло можно прямо поверх старой пленки, но это как-то не эстетично, поэтому я ее отклею и сниму. Обезжириваем поверхность стола. Отдираем пленку, и аккуратно ровно клеим стекло на алюминиевый стол принтера.
После этого нужно обязательно заново произвести замер высоты и калибровку принтера с помощью концевика авто уровня.
После подгонки уровня запускаем печать. Сначала пластик PLA, ну с ним особенно и не было проблем. Липнет он хорошо на температуре 60 градусов, если ставить выше, 70 – тогда он становится очень мягким, гибким и не держит форму.
В большей степени конечно же интересен именно ABS пластик, при печати он чаще отлипает и с ним возникает больше проблем. Разогреваю стол до 110 градусов и запускаю печать. Как видите пластик отлично липнет и ровно ложится, даже в углах нет проблем с отлипанием. Модель напечаталась и стол остыл до 60 градусов и теперь детали можно снять просто руками или немного поддев шпателем.
На сегодняшний день я уже очень много на нем напечатал, и он показал себя только с лучшей стороны. Рекомендую также перед печатью обезжиривать поверхность стола спиртом, это улучшает адгезию.
При печати пластиком PLA можно не использовать дополнительные обводки, а вот при печати ABS рекомендую всегда добавлять обводку BRIM от 4 до 8 миллиметров.
Столы Ultrabase выпускаются не только для принтеров Anycubic, они еще подходят на другие модели принтеров, доступны несколько размеров. Круглые с диаметрами на 200 и 240 миллиметров, и квадратные на 214, 220 и 310 миллиметров.
Перейдем ко второй модернизации. Я не знаю почему производители не добавляют подсветку зоны печати на свои принтеры. Без дополнительного освещения плохо видно, что творится под экструдером и непонятно хорошо ли идет печать. Поэтому я решил добавлять подсветку на все мои принтеры. Принтер работает от блока питания на 12 вольт, поэтому будет идеально использовать обычные светодиодные ленты. Заказал в Китае белую ленту 5050 с высокой плотностью установки светодиодов, 120 штук на метр. Это очень яркая лента, она значительно ярче светодиодов 5730. К тому же ее можно порезать на маленькие кусочки по 2.5 сантиметра и установить под направляющие. Напечатал два держателя ленты. Туда отлично подходит 5 сантиметровый кусок с 6 светодиодами. Монтироваться буду прямо на профиль под Т-образную гайку, у меня как раз после сборки принтера осталась пара запасных. Но если вдруг у вас нет таких гаек, то их можно тупо напечатать и использовать вместе со стандартными M3.
Подсветку подключил на плату напрямую к контактам блока питания, поэтому она будет всегда включена, когда работает принтер.
Ну и вот так это выглядит в рабочем состоянии. Да, ремни дают тень, но так даже круче. Светодиоды реально оказались очень яркими и даже засвечивают деталь на камере.
А теперь поговорим о настройке принтера на командном уровне. При подключении принтера к компьютеру и установке драйверов, у вас появится дополнительный COM-порт. К нему можно подключится и отправлять команды управления на принтер. Проще всего это можно сделать в бесплатной программе Pronterface. Выбираем COM-порт и устанавливаем скорость обмена 115200 бит. Жмем Connect. И в окне появляются команды инициализации, тут можно увидеть текущую прошивку принтера и некоторые его настройки. И конечно же можно управлять принтером посылая ему команды.
Список этих команд есть на сайте Марлина. Там их дофига и рассказывать о каждой выходит за рамки этого ролика. Поэтому покажу лишь те, которые относятся к настройке уровня.
Команда G28 отправляет принтер в домашнюю точку ориентируясь по концевикам на направляющих. Она нужна для того чтобы принтер понимал где у него начало отсчета. Далее команда G0Z и количество миллиметров, например, 10. Переместит экструдер на высоту 10 миллиметров над поверхностью стола. Соответственно команда G0Z0 переместит экструдер в нулевую позицию для печати первого слоя. А команда M500 сохраняет настройки в энергонезависимую память.
Поэтому из командной консоли очень удобно делать последний шаг подстройки принтера. Т.е. сначала вы настраиваете его из меню при помощи концевика. Measure Z pos, потом, Begin Bed Leveling. И далее, когда принтер настроен и требуется более точная подстройка уровня сопла. Т.е. там, где нужно жать Z+0.1 и Z-0.1, вот тут и перемещаете экструдер командами по высоте и смотрите придавил он лист бумаги или нет. Также можно перемещать экструдер по X и Y координатам и проверять высоту в углах стола, но это не обязательно
Ну и конечно не забывайте после окончания настройки вбить команду M500, сохранив параметры.
В описание также добавлю ссылку на исходник прошивки для Anycubic Kossel (на обе модели с авто уровнем), прошивка позволит изменить настройки под себя. Именно эту прошивку я установил на свой принтер и даже настройки авто уровня не слетели и не пришлось калибровать принтер заново. Теперь это точно мой принтер.
Ну и что в итоге. На текущий момент я владею принтером Anycubic Kossel уже два месяца, никаких проблем с ним не возникало. Единственное к чему можно придраться – это шумная работа моторов, а точнее драйверов, которые ими управляют. Если вам будет мешать этот шум, то в принципе их можно заменить на тихие, но у меня принтер стоит далеко, и он не мешает своим шумом. Поэтому я могу однозначно рекомендовать данную модель принтера к покупке, на канале есть подробный обзор на него с нюансами его сборки и работы, и это видео можно считать дополнением.
Спасибо за просмотр, ссылки на Ультрабазу и яркую светодиодную ленту высокой плотности вы можете найти в описании к этому видео.
А на этом сегодня все, всем удачного дня и пока-пока!




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment
You must be logged in to post a comment.