
3D принтер Anycubic Photon

Фотополимер

Запасные пленки
Сушилка для ногтей 48 ватт

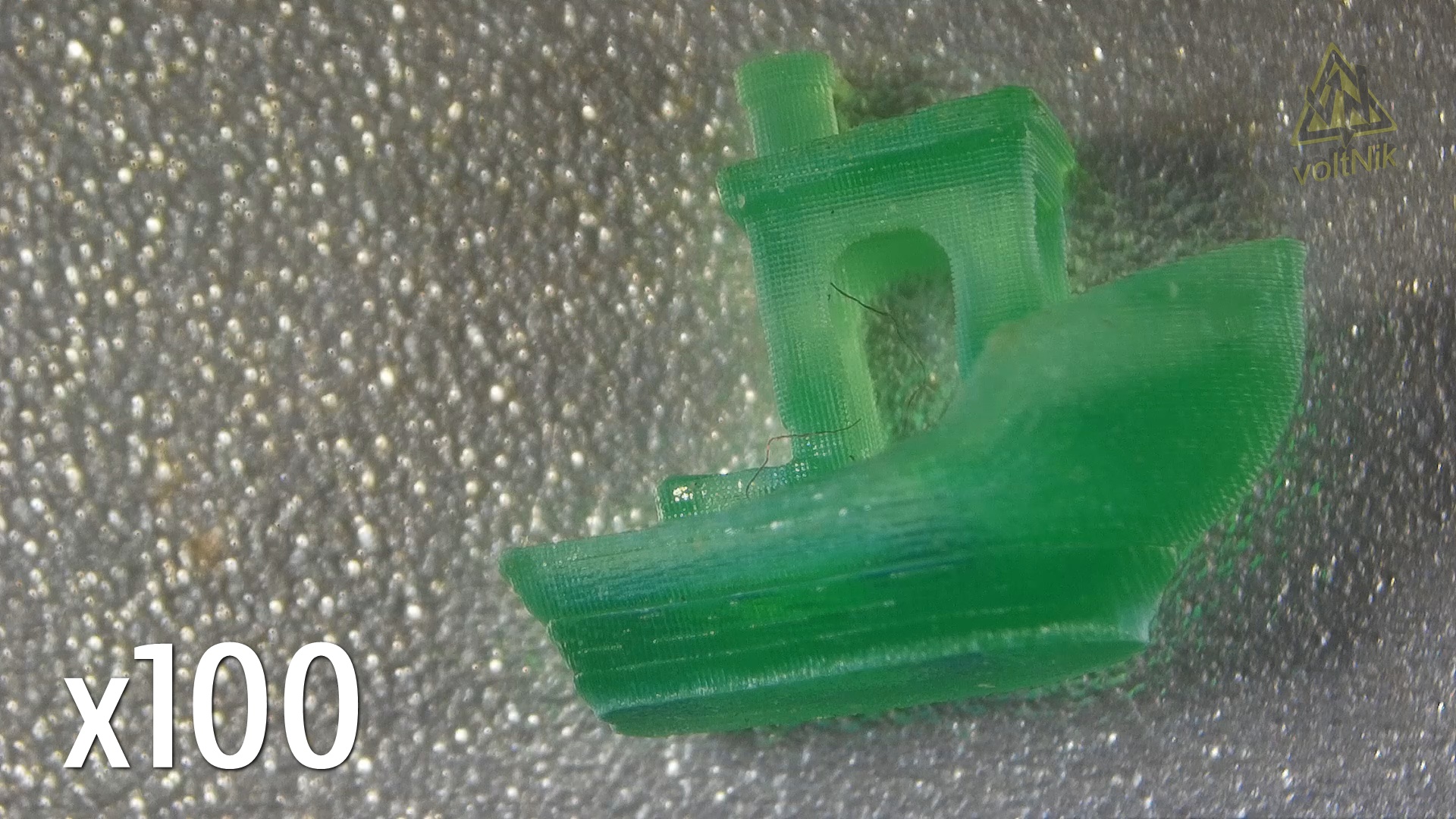
Привет друзья, наверняка всем вам хорошо известна модель кораблика Benchi для печати на 3Д принтере. Только это видео снят под микроскопом при 100 кратным увеличением, размер кораблика равен 5 миллиметров, и он лишь немного больше спичечной головки. В сегодняшнем видео вас ждет подробный обзор на крутейший 3D принтер, способный печатать высококачественные миниатюрные модели, посмотрим на его возможности, настройки, подготовил множество примеров печати и рассмотрим нюансы его работы. Не переключайтесь, будет интересно.
Принтер называется Anycubic Photon, и данная модель относится к фотополимерному классу принтеров, которые печатают специальными смолами, отвердевающими в ультрафиолете.
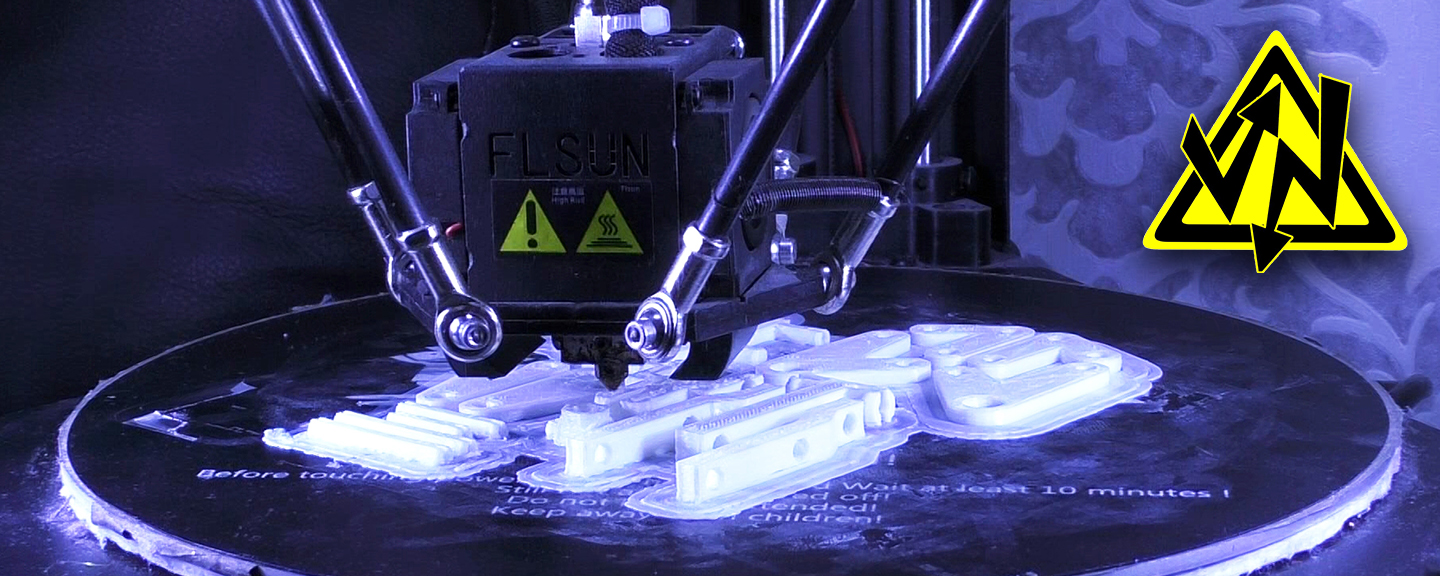
Принтер находится у меня уже почти месяц и за это время я научился на нем печатать, поэтому готов поделится с вами этой информацией. У фотополимерной печати есть свои особенности, и она полностью отличается от 3Д печати пластиками. Если в обычном принтере пластик наплавляется на модель через экструдер дорожками слой за слоем. То в фотополимерной печати экструдера нет. И печать ведется с помощью засветки ультрафиолетовым экраном смолы целым слоем разом. Т.е. печатаемая модель разрезается на слои с заданной точностью и экран засвечивает ультрафиолетом слой за слоем. Вот так выглядит печать без смолы, на экране последовательно появляются изображения, которые будут засвечивать смолу ультрафиолетом, и она затвердеет в этих областях налипая на модель. Поэтому время печати не зависит от объема модели как при печати пластиком, оно зависит от высоты модели, количества слоев и времени их засветки. И чтобы печать проходила быстрее нужно располагать модель максимально плоско.
Создал в Excel таблицу с расчетом времени печати при использовании разных слоев и времени засветки, в ней можно будет быстро прикинуть сколько будет печататься модель при изменении ее высоты и настроек.
Итак, принтер продается с российского склада, поэтому доставка в московский регион занимает всего несколько дней. Мне его привезли курьерской всего за три дня. Открываем коробку и достаем принтер. Он полностью укутан вспененным полиэтиленом, снимаем крышку и видим разные бумажки. Сервисная карта и сертификат качества. Да, на принтер действует 12 месячная гарантия и в случае его поломки производитель присылает запчасти для замены и ремонта. Еще есть запасная пленка для ванны, подробная инструкция на английском языке. В ней помимо общей информации о работе принтера есть его характеристики. И самое интересное это его разрешение, с которым он может работать. По осям XY разрешение составляет 47 микрон. Оно фиксировано и связано с размером пикселя на ультрафиолетовом экране и изменить это нельзя. А вот по Z оси установлен стандартный шаговый двигатель и доступно разрешение печати от десяти до двухсот микрон. Формально же получается, что из-за разрешения экрана в 47 микрон — особого смысла ставить слои по Z тоньше 50 микрон мало.
Еще в коробке лежит пробник смолы, тут 250 грамм зеленого цвета, набор инструмента, кабель питания, флешка на 4 гигабайта, внешний блок питания на 12 вольт и отвертка. Ну и достаем сам принтер, он совсем небольшой, а стекла от царапин заклеены пленками. Габаритные размеры принтера 220 на 200 на 400 миллиметров, вес 6 с половиной килограмм, поэтому его легко можно разместить на письменном столе или в ограниченном пространстве. Открываем крышку и видим, что все внутреннее пространство тоже полностью проложено вспененным полиэтиленом.
В отдельной посылке от принтера я получил еще две бутылки со смолой желтого и белого цвета по 500 грамм каждая. Хочу вам напомнить, что международная пересылка жидкостей запрещена, поэтому смолу нужно заказывать только с российского склада или искать аналоги в наших магазинах. Единственное что от нее требуется – чтобы она была на длину волны 405 нанометров. На сегодняшний день в продаже доступно несколько разных альтернативных вариантов, поэтому без расходников вы точно не останетесь. В личку мне скинули таблицу с возможными вариантами замены.
Теперь очень важный момент. Один. Два. Три. Четыре. Чумаааа.. обожаю это делать.
Внутри принтера под крышкой также находятся детали. Отдельно лежит платформа стол из анодированного алюминия и ее установочный винт, внутренний уплотнитель туго вставлен, поэтому его сложно доставать. Сбоку от него лежат бумажные фильтры для смолы, они нужны чтобы сливать остатки из ванночки обратно в бутылку. И даааааа.. тут еще пленочка.. и еще…
Стекла у принтера желтого оттенка со светофильтром от внешних источников ультрафиолета. Это нужно чтобы во время печати и простоя смола в ванночке не затвердела. Но все равно если принтер у вас стоит без дела более суток – смолу нужно слить назад в бутылку иначе она загустеет и качество печати станет хуже.
Принтер не требует сборки и единственное что нужно сделать, это прикрутить ручку на крышку. Перед включением решил заглянуть внутрь, сразу видим мотор оси Z, за ним находится экран и его радиатор охлаждения, а справа расположена плата управления. Какой-то Ethernet порт еще торчит, если кто-то знает, что это за плата – пишите в комментах, мне она не знакома.
Подключаем блок питания и включаем принтер. На экране высвечивается логотип Фотона и далее появляется меню с тремя значками. Экран сенсорный, поэтому принтером будет очень удобно и просто управлять.
Перед первой печатью нужно обязательно выполнить простую настройку принтера по оси Z. Делается это очень просто. Убираем ванночку и размещаем на экране лист бумаги А4, далее ослабляем установочный винт платформы так чтобы она свободно качалась. Устанавливаем платформу на свое место, заходим в меню Инструменты, выбираем пункт перемещение по оси Z. Нажимаем кнопку домой, стол опускается, но бумагу не прижимает. Далее по 0.1 миллиметра опускаем стол вниз до тех пор, пока он не прижмет лист так чтобы он туго перемещался. Затягиваем установочный винт платформы. Выходим в меню на уровень выше и там выбираем пункт Z=0 и подтверждаем установку нового нулевого уровня.
Все! Теперь можно запускать печать. Устанавливаем ванну на свое место, заливаем в нее смолу, устанавливаем флешку и запускаем с нее демонстрационную печать. Стол опускается и принтер начинает свою работу. На экране высвечивается процент выполнения, оставшееся время – почти 6 часов и текущий печатаемый слой. В пункте настроек можно узнать текущие параметры печати. Демонстрационная печать представляет из себя куб с логотипом фотона внутри. Все это печатается без поддержек и выглядит уже очень впечатляюще. По окончании печати стол поднимается вверх и его можно снять. Далее модель нужно отлепить от стола, часто это очень сложно сделать. В данном случае мне не удалось снять даже металлическим шпателем, поэтому взял кусачки и поддел ими куб. При этом немного поцарапал покрытие стола, но это не критично. Я знаю, что многие даже сошкуривают это анодированное покрытие. После печати модель обязательно нужно промыть от остатков незатвердевшей смолы, производитель рекомендует делать это в 95% спирте. Подходит любой, метанол, этанол или изопропанол. Но промывка может быть и в обычной воде – это все зависит от используемой смолы, читайте инструкцию к смоле которой пользуетесь. И только после промывки деталь можно брать руками. Порезы и ранки на моих руках никак не связанны с этим принтером – поэтому не обращайте на это внимания. После промывки модель обязательно нужно просушить под ультрафиолетом еще пару минут, чтобы смола окончательно затвердела и приобрела жесткость.
Решил показать вам отдельно как твердеет смола под ультрафиолетом. Набрал немного в шприц, капнул на прозрачный пластик и разместил в сушилку для ногтей. Оказалось, что смола твердеет буквально за 10-15 секунд, при этом достаточно сильно нагреваясь.
Проверял куб на жесткость и сломал одно ребро. Для ремонта капаем немного смолы на излом и засвечиваем куб в ультрафиолете. Спустя 10 секунд смола застыла и прочно связала ребра у основания.
Так, давайте поговорим о токсичности. Фотополимерные смолы бывают разные, но в большинстве своем они относятся к третьему классу опасности. Т.е. умеренно опасные. В этом же классе еще находится бензин, марганец, та же самая эпоксидная смола в жидком состоянии тоже относится к третьему классу. При попадании на кожу смола может вызывать раздражение, аллергическую реакцию, а вот при попадании в глаза вызывает необратимые последствия. Т.е. в итоге мы имеем что: пить фотополимер нельзя, капать в глаза им тоже не стоит, и лучше в жидком состоянии его не трогать руками – используйте перчатки.
Для полноценной работы с этим принтером вам обязательно понадобится ряд дополнительных инструментов. Первое что нужно – это ультрафиолетовая лампа. Оптимально брать сушилку лака для ногтей. Она нужна для окончательной полимеризации смолы которой печаталась модель. Дело в том, что засветка основных слоев длится от 5 до 10 секунд и этого недостаточно для высокой прочности. Поэтому модель обязательно нужно сушить под ультрафиолетом. Если вы живете в солнечной Калифорнии, тогда можно просто выставлять модель на солнце, но и в Калифорнии бывают ночи – поэтому рекомендую позаботится об этом. Берите модель с отрывным дном на магнитах, это позволит сушить большой объем.
Второе что нужно это одноразовые перчатки, в комплекте поставки есть три пары, но лучше докупите еще пачку. Третье это салфетки. Много салфеток. Сухие и влажные, ими будем протирать инструмент и принтер от остатков смолы.
Еще нужен спирт. Подойдет любой, этанол, метанол или изопропанол. Спирт нужен для того чтобы промывать модель от остатков смолы после печати. Но обязательно учитывайте то, что пары спирта токсичны и вызывают отравление, поэтому дышать ими нельзя. Вдохнете пару раз и сляжете с жуткой головной болью на целый день, это я по себе знаю. И конечно понадобится емкость для промывки, что-нибудь высокое и узкое чтобы спирта много не лить.
Так… у принтера есть своя специфика, его область печати составляет 115 на 65 и высотой 155 миллиметров. Принтер не предназначен для большой и громоздкой печати, его конек — это точность мелких деталей и отсутствие необходимости поддержек на горизонтальных плоскостях. Поддержки конечно нужны, но их применение сводится только к подвешиваемым кускам модели. Принтер не может обмануть законы физики и подвесить смолу в воздухе.
Меню у принтера очень простое, давайте быстренько по нему пробежимся. На главном экране находятся три иконки. Печать, Система и Инструменты. При выборе пункта PRINT открывается флешка со всеми расположенными на ней файлами для печати. В меню система, есть смена языка: Китайский или Английский. В сервисе находится контактная информация службы поддержки. В INFO указана версия прошивки и тут внизу есть кнопочка отключения звукового сигнала нажатия. Ну и в последнем пункте Инструментов расположено перемещение стола по оси Z. Кнопка тестирования работы экрана. Установка нулевой точки по оси Z. Просит сначала домой принтер отправить. И отключение печати. Вот и все.
Для подготовки модели к печати используется проприетарный слайсер разработанный Anycubic. Установочный файл находится на комплектной флешке, но я рекомендую зайти на официальный сайт и скачать там самую последнюю версию. На момент выхода видео это версия 1.3.6, поэтому буду рассказывать про нее. Сразу скажу, она немного сырая и есть небольшие (решаемые) косяки с поддержками. После установки и запуска у вас откроется рабочая зона, которая уже соответствует принтеру и менять ее не нужно.
Сразу перетаскиваем на нее STL файл, в моем случае это модель корабля. Слева доступны четыре иконки. Верхняя это вид, можно посмотреть на модель спереди, сверху, снизу и сбросить. Далее вращение, нужно выделить модель и вращать мышкой либо задать угол. Следующая иконка — это масштаб, думаю понятно, сделаем кораблик высотой 20 миллиметров. И последняя это перемещение модели по зоне печати. Чтобы сделать копию в меню сверху нужно нажать Edit – Copy и появится вторая модель, и добавим третью. В меню справа находятся основные настройки. Толщина слоя печати, 50 микрон. Время засветки лампой слоев – 8 секунд является оптимальным параметром для такой толщины. Если печатать слоями в 200 микрон, тогда время работы лампы нужно будет увеличить до примерно 16 секунд, а если будете печатать тонюсенькими слоями по 10 микрон, тогда время засветки нужно будет уменьшить до 3 секунд. Далее идет пункт времени отключения лампы как я понимаю он нужен для того чтобы смола успела вытечь из образующихся пустот модели, если же их нет – то ставим 1 секунду. Нижние два параметра относятся к слоям основания печатаемой модели, дело в том, что они должны быть прочные чтобы модель не отлипла от стола. Тут указывается количество этих слоев и время их засветки. В среднем время должно быть в 5-6 раз больше чем у основных слоев. Их количество зависит от толщины печати, рекомендую ставить так чтобы полмиллиметра точно были полностью твердыми. После задания настроек можно запустить модель на просчет, нажимаем слайс, сохраняем файл и видим время печати 1 час и 4 минуты. Тут же есть кнопка предпросмотра, нажав ее откроется окно, в котором по слоям можно посмотреть, как будет печататься модель.
Поговорим о поддержках. Они создаются для каждой модели индивидуально. Выбираем модель и переходим на вторую вкладку. Кораблик сразу приподнялся над поверхностью. И у нас есть возможность вручную добавлять точки поддержек. Черная линия показывает нам как будет проходить печать по слоям. Есть возможность удалить все поддержки и создать их автоматически. Также можно удалить лишние, для этого выбираем Delete помечаем удаляемые поддержки и жмем клавишу DEL на клавиатуре. При переходе на рабочую зону видим, что поддержки создались только для этой модели. Ну я ведь копировал кораблики раньше. Вот если сейчас их копировать, тогда новые копии уже будут с поддержками.
Ладно, возьмем более сложную модель Халка. Слишком большая, надо уменьшить и повернуть. Модель сложна тем что руки при печати будут находится в подвешенном состоянии и принтер их не сможет напечатать. Заходим в поддержки и сразу генерим автоматические, они создались только снизу – а это нам не подходит. Удаляем, меняем параметр на полные и снова генерим автоматические поддержки. Их создалось чрезмерно много, тут явно не нужны поддержки снизу платформы. Удаляем все и добавляем их вручную. Если провести мышкой по фигуре как будет печататься модель снизу-вверх. То мы увидим, что на пальцах рук образовались не связанные с основной частью модели островки и именно тут и нужно добавить поддержки, просто вручную щелкаем на каждый палец добавляя линию к основанию платформы. Проверяем вверх и более нигде они не требуются. Все, теперь Халка можно запускать на печать. Ну и вот так он выглядит готовый, только я ему пальцы отломал, когда удалял поддержки. Не советую удалять поддержки руками, используйте для этого кусачки.
Как видите в этом слайсере нет важного параметра INFILL, т.е. заполнения. И модели будут абсолютно всегда печататься на 100% заполнении смолой. В некоторых случаях это создает излишний ее расход. Поэтому можно использовать КАД редакторы для того чтобы сделать модели полыми и печатать только стенки экономя смолу.
Ну и конечно давайте посмотрим на примеры печати, как без них. Сразу скажу, не все у меня получалось пока учился.
Одной из первых моделей я напечатал эльфийку, печать велась без поддержек. Поэтому на подбородке у нее плоская фигня и часть косы тоже отвалилась. Напечаталась она литой, расход смолы составил 32 грамма. Если рассматривать экономическую составляющую. То стоимость смолы в среднем составляет 5 рублей за грамм. Если добавить поддержки и разного рода потери – пусть будет 6 рублей за грамм. Тогда стоимость этой эльфийки составиляет 192 рубля и да, это не дешево – поэтому для уменьшения расхода смолы нужно печатать полые модели.
Вес и расчетную стоимость остальных напечатанных моделей вы видите на экране.
Запустил эльфийку повторно и специально не доливал смолы чтобы понять, как много ее требуется и посмотреть на то что получится в итоге. И вот так выглядит модель, на печать которой не хватило смолы. Кстати тут хорошо видно, что сырую модель легко можно поцарапать ногтями, она еще не прочная. Сушим под ультрафиолетом и получаем полностью затвердевшую смолу, которую уже не получится так легко поцарапать.
Давайте заменим смолу, очищаем остатки салфеткой и заливаем новую желтую прозрачную. Запускаю модель Эйфелевой башни, это немного уменьшенный вариант высотой 10 сантиметров. Время засветки нижних слоев оказалось недостаточно, и первая башня отлипла от стола, но качество печати уже поражает. Перезапустил и спустя 5 часов получил готовую башню. На этих кадрах хорошо видно, что в пазах ребер осталась смола и ее нужно промывать. Перила пропечатались, но толщины ножек не хватило чтобы их удержать при отлипании от пленки, и перила сломались. Промываем в спирте. И сушим в ультрафиолете. После сушки тонкие ребра становятся матовыми, но большие поверхности по-прежнему сохраняют прозрачность. Качество печати оказалось суперским, печать велась слоями 100 микрон. Дефекты есть, некоторые ребра изогнуты – видимо время засветки слоя оказалось маленьким и его нужно увеличить. Но в целом очень и очень круто. Напечатал кольца на поддержках, тут уже слои 50 микрон и отличная детализация. Видны малейшие изгибы узора. Текст читаем и видны миниатюрные рисунки. Напечатал еще два кольца и тут тоже великолепное качество. После удаления поддержек остаются небольшие сколы. Но они легко убираются наждачкой с 1000 зерном. Макросъемка напечатанных моделей, я специально снимаю на максимальном увеличении чтобы были видны огрехи и неточности на слоях. В реальности же это все настолько маленькое что не видно невооруженным глазом.
Напечатал кораблик Benchi в миниатюре. Высота 5, 10, 15 и 20 миллиметров. При промывке был неаккуратен и сломал самого крошечного Benchi. На замену напечатал сразу несколько 5 миллиметровых моделей. Они настолько маленькие что детально разглядеть на камеру их не получится. Вооружился микроскопом. И вот так выглядит 5 миллиметровый Benchi при 100 кратном увеличении. Видны слои укладки смолы и даже пиксели засветки от экрана. Печаталось это при разрешении 50 микрон. Получился кораблик для муравья.
Еще один пример. Не знаю, как называется эта фигура. Оранжевая печаталась на Фотоне, а синяя на обычном 3Д принтере. Поддержки не использовались. Слои одинаковые – 100 микрон, ну и конечно видна колоссальная разница в качестве печати. Обычный 3Д принтер значительно уступает фотополимернику.
Недостатков у принтера в печати нет, но вот с экплуатацией сложнее. Тут у нас жидкий расходник смола и все вытекающие последствия (в прямом смысле этого слова — вытекающие). Т.е. вы всегда должны держать экран в чистоте и не допускать попадания на него смолы. Еще есть некоторые нюансы о которых хочу вас предупредить. Пленка ванночки как присоска может сильно прилипнуть к экрану и когда вам понадобится снять ванну для замены смолы, то есть вероятность снять ее вместе с экраном сломав шлейф. Такие случаи уже были и людям приходилось менять соединяющий шлейф. В моем принтере экран хорошо вклеен и нет признаков того что подобное может случится, но на всякий случай я вас предупреждаю.
Еще заслуживает упоминания то, что смола от Anycubic при соприкосновении с водой мутнеет и образует белый налет. Поэтому промывать водой модели до их закрепления в ультрафиолете я не рекомендую. Т.е. сначала под лампу сушить, а потом можно мыть. Но как я понимаю у смол других фирм такого эффекта не наблюдается.
Помимо этого, плёнка ванны также является расходником и со временем она мутнеет и требует замены. Заявленный срок ее службы от 3 до 6 месяцев и в комплект поставки с принтером входит одна запасная пленка. Израсходовав почти литр смолы я уже вижу на ней дефекты, но пока на качество печати это не влияет. Меняется она по инструкции Anycubic и это видео есть у них на канале.
Что в итоге. На сегодняшний день это самый дешевый и функциональный фотополимерный 3Д принтер. Мне известны еще два аналога по примерно такой же стоимости, но они явно уступают в характеристиках, конструкции и используемом софте. Поэтому можно смело утверждать, что это лучший бюджетный фотополимерник.
Принтер предназначен в первую очередь для точной и миниатюрной печати, печатать им что-то большое и массивное – изначально неправильно, это будет дорого. Сегодня фотополимерники используют стоматологи при точном изготовлении имплантов зубов, ювелиры для создания моделей украшений. И моделисты, т.е. он применяется там, где нужны точные миниатюрные модели и точности обычных 3Д принтеров недостаточно.
Друзья хочу пригласить вас в группу канала voltNik в социальной сети ВКонтакте. Предлагаю сделать из нее оперативную поддержку по вопросам 3Д печати и Ардуино. Будем делится опытом 3Д печати, хвастаться своими самоделками, достижениями, рассказывать о новинках, ну и конечно же помогать друг дружке по возникающим вопросам. Приглашаю всех, и тех, у кого эти вопросы возникают и людей, которые могут поделиться своим опытом.
А сегодня на этом все, ссылка для заказа принтера как обычно находится в описании данного ролика, и на момент публикации принтер доступен с российского склада.
Спасибо за просмотр, удачного дня и пока-пока!




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment
You must be logged in to post a comment.