
3D принтер Crealuty Ender3
Принт сервер Octoprint

Перфорированное стекло
Радиаторы улитки 5015, на 24в

Фольгированное утепление

Стекловата утепление
Клей для радиаторов 1шт

Термостойкий скотч каптон

Программатор USBASP

USBASP переходник

Демпферы на моторы NEMA17 5шт

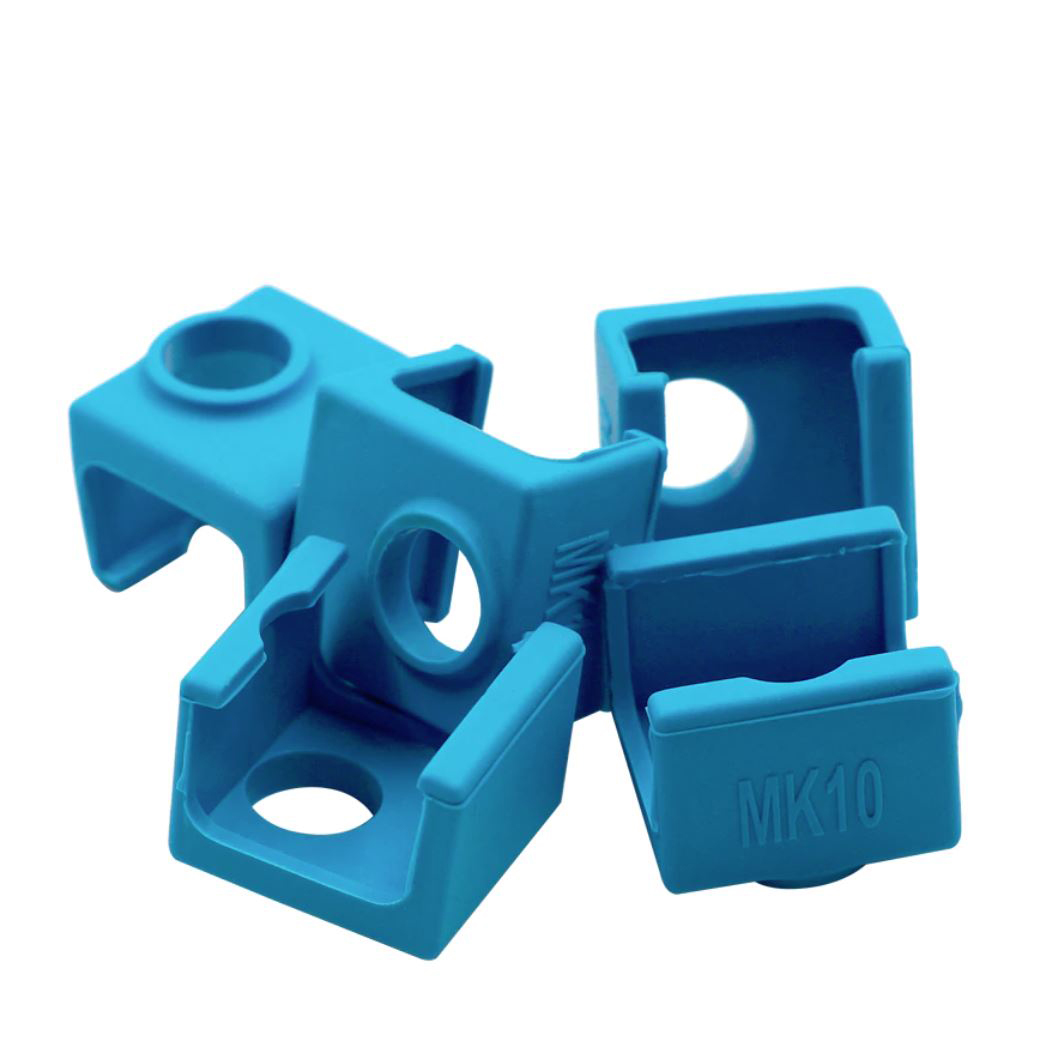
Силиконовый чехол
Привет друзья, подготовил для вас подробный обзор бюджетного и популярного принтера. Знаю, что многим из вас он интересен, поэтому посмотрим на его косяки, на то как он печатает, доработаем и обновим прошивку, еще покажу как решить некоторые проблемы, возникающие при печати PETG пластиком. Подготовил множество примеров печати, чтобы вы могли полностью оценить работу принтера.
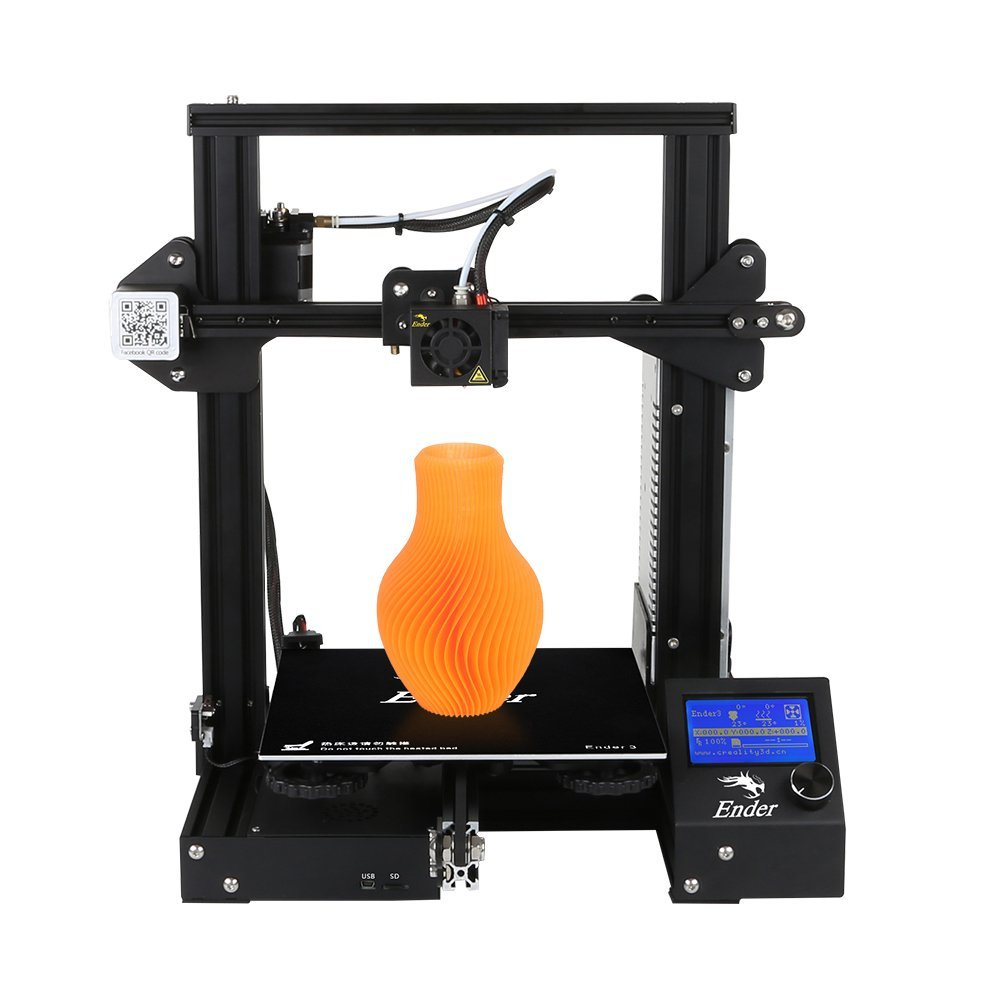
Итак, модель принтера называется Creality Ender3, и сегодня это один из самых интересных и обсуждаемых принтеров во всем мире. А все дело в его цене, Creality проделали огромную работу и максимально удешевили принтер, при этом стараясь сохранить его качество, где-то это удалось, а где-то нет. Сразу скажу, принтер хороший, но он не простой, требует аккуратной сборки. Поэтому рекомендую досмотреть этот обзор до конца чтобы у вас сложилось полное впечатление об этой модели, и вы узнали о трудностях, с которыми вам возможно придется столкнутся при его покупке.
Область печати 220 на 220 и высотой 250 миллиметров.
Принтер приходит в маленькой коробке, это самая маленькая коробка, с принтером которую я получал. Даже тут Creality позаботились о снижении габаритов и веса чтобы удешевить доставку.
Открываем коробку и сразу видим брошюру с характеристиками и информацией по сборке принтера, набор с крепежом и инструментом, шпатель, алюминиевые направляющие, собранный стол с блоком электроники, на столе лежит пленка с пластиковым основанием, она прижата канцелярскими зажимами, пакет с пробником филамента, еще тут запасные сопла, флешка на 16 гигабайт и крепления. Блок из мотора оси Х и мотора экструдера, еще куча мелочи и экран. Т.е. принтер находится в наполовину собранном состоянии. Инструкция для начала нам предлагает собрать ось Х и установить на нее экструдер. Особенных сложностей тут не возникает т.к. в инструкции подробно описан весь процесс. Далее нужно закрепить ремень в пазы, устанавливать его нужно ровно, иначе он будет цеплять профиль. Натягивать его рекомендую каким-нибудь рычагом. Сложность сборки заключается в том, что она не пошаговая, крепления лежат в отдельных пакетах и нужно подбирать подходящий винт для установки. После сборки останется несколько запасных крепежей, а вот этот пакет я даже не использовал, и не понимаю зачем он нужен. Весь процесс занял у меня около трех часов.
Включаем принтер, он быстро загружается и на экране видим марлино-подобную оболочку. Использовать штатную пленку стола я не буду, по опыту получается, что служат они месяц-два. Поэтому отдельно от принтера сразу было заказано оригинальное перфорированное стекло от Creality, оно сделано по типу ULTRABASE. Крепить на канцелярские зажимы я его не буду, по себе знаю, что об них часто царапаются руки, когда снимаешь модель со стола. Но т.к. стекло без клеевого слоя – то нужно использовать теплопроводящий клей для радиаторов. Капаем в четырех углах стола и аккуратно и плотно прижимаем стекло.
Разогреваем принтер и заправляем пластик. Далее нужно настроить стол по высоте. Клипсы временно остались до высыхания клея. И вот при этой настройке я столкнулся с первой проблемой. Концевик по оси Z установлен согласно инструкции, в 32 миллиметрах от начала профиля. Но при установленном стекле это оказалось очень и очень низко, и даже если полностью закрутить гайки, сопло будет упираться в стол. Я даже немного поцарапал поверхность соплом. В общем, нужно поднять концевик оси Z выше. У меня получилось, что, если использовать 3мм стекло – то концевик должен быть на высоте 38 миллиметров, тогда получается, что без стекла со штатной пленкой его нужно закреплять на высоте около 35 миллиметров.
Далее заметил, что стол люфтит, это конечно недопустимо, поэтому придется разбирать и подтягивать ролики. Снизу под столом не оказалось утеплителя, подтягивать нужно вот эти гайки, не переусердствуйте с ними – стол должен свободно и без усилия перемещаться и при этом не люфтить.
Для утепления буду использовать стекловату и термостойкий скотч каптон. Еще на Али продается фольгированное утепление на самоклейке, оно конечно получше будет – но я получил его уже после сборки принтера, ссылку на него оставлю в описании. Утепляем и получаем такую красоту, по центру стекловата дополнительно приклеена на двухсторонний термостойкий скотч.
Ну что, запускаю первую пробную печать. Конечно же, это как обычно калибровочный куб, чтобы посмотреть на укладку слоев. Такая печать занимает около 15 минут и позволяет быстро выявить проблемы по осям принтера. Сразу выявился еще один недостаток этой модели – от термоблока появился сильный вонючий и неприятный запах гари. Слои укладки 0.2 миллиметра, по итогу я получил вполне нормальный куб, поэтому можно сказать что принтер хорошо печатает из коробки.
Но вот прошивка мне сразу не понравилась. Это оказался сильно порезанный Marlin, отсутствует множество полезных калибровок и настроек. Такая прошивка годится только для простой начальной печати и не позволяет тщательно настраивать принтер.
Полез искать что же воняет в принтере – оказалось, что это подгорает стекловата, которая утепляет термоблок, решил пока ее не трогать, т.к. по идее это термостойкая штука.
Далее полез настраивать PID регулятор температуры экструдера. И вот тут выяснилось, что стоковая прошивка при команде M500 зависает, и настройки не сохраняются – т.е. постоянная память EEPROM у принтера отключена производителем в прошивке и он не будет запоминать ваши настройки.
Это меня не устраивает, поэтому следующий шаг замена прошивки на нормальный Марлин. Вскрыв корпус видим маленькую плату управления все в одном, драйверы разведены прямо на ней, очень компактная и аккуратная. Для управления используется 8-битный чип Atmega1284P, этот микроконтроллер работает на частоте 20 мегагерц и имеет 128 килобайт памяти. Т.е. он чуть быстрее чем ATmega2560 которая работает на 16 мегагерц, но ног и памяти в два раза меньше.
Казалось бы, у принтера есть порт miniUSB для прошивки, но в чипе нет загрузчика, поэтому чтобы залить прошивку сначала нужно будет подключится к микроконтроллеру через ISP разъем с помощью программатора. Я использовал обычный USBASB программатор с переходником, подлезть штекером не удалось, поэтому удлинил провода по одному. Если у вас еще нет такого программатора, то рекомендую купить, стоит он около двух долларов и бывает необходим для программирования микроконтроллеров. Загрузчик заливается с помощью Arduino IDE одним нажатием. После этого становится доступна прошивка через USB порт на корпусе принтера и программатор больше не нужен.
Первым делом я залил новую официальную прошивку, ошибка в библиотеке экрана сделала некоторые символы не читаемыми, но не в этом суть. Новая версия оказалась точно такой же резанной с кучей ограничений. Поэтому придется искать и устанавливать кастомную прошивку, наиболее популярной для ENDER3 является версия от TH3D. Заходим на сайт и качаем полный пакет сборки, размером он 400 с лишним мегабайт и представляет из себя подготовленную среду Arduino IDE для установки сразу на десяток разных принтеров. Распаковываем и запускаем батник. Загружается оболочка, идем во вкладку Configuration.h и там нужно снять комментарий со строчки ENDER3. Далее компилируем и загружаем в принтер.
При запуске появляется логотип TH3D и видим нормальную оболочку Marlin, она не зарезана, тут доступно множество настроек принтера и работает EEPROM для их хранения.
Запустил на тест кораблик Benchy, многие жалуются почему все печатают один и тот же кораблик. Дело в том, что он является эталоном, универсальным тестом для того чтобы показать качество печати принтера, все знают, как должен выглядеть нормальный кораблик. Это PLA пластик, укладка слоями по 0.2 миллиметра, качество печати хорошее – я специально снимаю крупным планом чтобы была видна укладка пластика, и вы могли оценить качество печати. На самом же деле кораблик не большой и если на него смотреть, то с расстояния 20-30 сантиметров, то слоев уже не видно. По факту печати есть небольшие провисания – они связаны с кислым односторонним обдувом принтера, в будущем это нужно модифицировать и ставить мощные вентиляторы улитки. На Thingiverse есть такие проекты.
Напечатал Моаи, но ось Z при старте закусило, поэтому сопло не поднялось и сделало некрасивую царапину на новом стекле при запуске печати. Проблема оказалась связана с люфтом крепления при установке мотора оси Z, его можно установить и так, и так, в инструкции ошибочно написано, что крепления мотора нужно затянуть, а гайку каретки ослабить. Но неверно, так выровнять ось не получится. Для правильной настройки оси нужно ослабить оба крепления, таким образом, чтобы мотор мог с небольшим усилием перемещаться, далее нужно прогнать ось Z вверх и вниз пару раз – тогда мотор и гайка сами выровняются, встанут соосно, и уже после нужно плотно затянуть оба крепления.
Во время этой процедуры поднял экструдер на максимальную высоту 250 миллиметров, провода уже были в натяг.
Запустил на печать модель гибкого динозавра, как я ранее говорил, принтер все это время вонял при печати, в нем что-то обгорало. И вот на этом динозавре прогорело окончательно. Оказалось, что запах был от стекловаты которой был обернут термоблок. Термостойкий скотч каптон, да термостойкий – оказался не таким уж и термостойким, расплавился и лопнул – поэтому рекомендую сразу при получении принтера демонтировать это вонючее и ненадежное утепление. Снимайте защитный кожух с хотэнда и удаляйте нафиг стекловату.
Запустил печать в режиме вазы. Печать ведется укладкой в один слой по кругу, перемещение по оси Z в этом режиме идет не слоями, а постоянное. За один круг экструдер поднимается на 0.2 миллиметра постепенно мелкими шагами. Печать ведется пластиком PLA и видна хорошая укладка пластика слой за слоем. По окончании я получил красивую вазу зеленого цвета.
Запустил на печать винтовую банку, печать велась желтым пластиком PETG, но в процессе возник частичный засор экструдера, и нормальная подача пластика прекратилась, прочистил сопло иглой, перезапустил печать и нацепил на нить фильтр пыли. Рекомендую сделать это всем, даже новые катушки приходят пыльные, а пыль является основным источником проблемы засоров экструдера, особенно если вы печатает тонкими соплами.
PETG пластик очень тягучий и при протяжках на холостом ходу даже с откатом пластика возникают нити. Банка получилась хорошего качества, укладка пластика ровная, без явных и серьезных недостатков. А нити после печати легко удаляются механически, либо феном.
Запустил на печать еще одну большую вазу тем же PETG пластиком. И вот вся прелесть PETG. Отката оказалось недостаточно, все нити оказались у нее внутри, жуткое зрелище. Такое количество удалить будет уже очень сложно. На предпросмотре слайсера у меня была отключена галка холостых проходов, поэтому я не увидел этой проблемы ранее. Я напоминаю, она касается только тягучего PETG пластика, если же печатать PLA, то включения ретракта будет достаточно. Но для PETG требуются высокоскоростные откаты на скорости 60 или даже 80 миллиметров в секунду чтобы резко разорвать нить. Но т.к. у меня ваза, то порывшись в настройках слайсера я обнаружил интересный пункт «Выравнивание шва по оси Z», если его установить на «Короткий путь» тогда холостых проходов не будет вообще.
Перезапустил печать с этой настройкой красным PETG пластиком, получилась очень красивая ваза без внутренних нитей. Она печатается укладкой пластика в два контура с небольшой переэкструзией, поэтому на выходе получаем стаканчик способный держать воду.
Давайте еще немного примеров и будем уже подводить итог.
Астронавт, он получился совсем игрушечный, для трехлеток. Печать велась слоями 0.2 миллиметра, также, как и все остальные модели. Существенных косяков нет, имеем печать хорошего качества.
Спираль ДНК, а вот тут видим неровности укладки быстрых слоев пластика и дефекты с неровностями на горизонтальных элементах модели. Это сказывается слабый штатный обдув принтера.
Шипастая ваза, укладка стенок в два контура, в целом качество хорошее, но есть слабый дефект вибрации при укладке пластика, он виден только на отблеске света и связан с работой моторов, подобный дефект есть на всех принтерах и для его устранения нужно использовать демпферы на моторах.
Конфетница, еще одна модель в режиме вазы, образовавшиеся нити получаются из-за отвода экструдера для съемки таймлапса, это опять же тягучий PETG пластик.
Итак, что в итоге. На сегодняшний день принтер находится в центре внимания, потому что является самым дешевым из нормальных принтеров нового поколения, которые можно купить. Его стоимость примерно 200 долларов, даже немного меньше. Печатает он сразу хорошо из коробки, но, чтобы раскрыть весь его потенциал, требуются модификации. Первым делом нужно докупить на стол перфорированное стекло по типу Ультрабазы, лучше всего конечно брать оригинальное от Creality, но можно и любое другое. Вторым делом в принтере желательно заменить прошивку на кастомную, она откроет зарезанные настройки. Далее желательно модифицировать обдув и установить мощные вентиляторы улитки.
Поэтому, если вы можете воспользоваться программатором USBASB, дружите с Arduino и способны заменить прошивку этому принтеру – тогда я могу рекомендовать его к покупке, в противном случае советую смотреть на другие модели принтеров, т.к. трудозатраты и дополнительное оборудование на модификацию этого принтера по сути выравнивает его по стоимости с более дорогими аналогами дрыгостолов.
Недостатки у принтера следующие, открытая конструкция с торчащим сбоку блоком питания, неудобное управление с помощью ручки энкодера, слабая штатная система обдува и резаная прошивка. В целом мы видим, что принтер максимально удешевлен производителем.
Достоинство — это несомненно цена, сейчас за 200 баксов доступно не так много хороших принтеров, но конкуренты имеются. Предвкушая комменты про акриловый Анет А8 – сразу скажу, этот принтер морально устарел – дайте ему уже помереть. Еще принтер обладает хорошим качеством печати и в совокупности с его низкой ценой это может стать решающим фактором при выборе данной модели.
Ссылки для заказа принтера находятся в описании данного ролика, а сегодня на этом все, всем спасибо за просмотр, удачного дня и пока-пока!




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment
You must be logged in to post a comment.